Künstliche Intelligenz
Kann jeder 3D-Druck? | c’t 3003
Beim Einstieg in den 3D-Druck kommen viele Fragen auf: Welche Drucker eignen sich für Einsteiger, welches Filament taugt und wie funktioniert Slicen? c’t 3003 hat es sich aus Anfängerperspektive angeschaut.
Weiterlesen nach der Anzeige
Transkript des Videos
(Hinweis: Dieses Transkript ist für Menschen gedacht, die das Video oben nicht schauen können oder wollen. Der Text gibt nicht alle Informationen der Bildspur wieder.)
Guck mal hier, diese ultra nice Nachttischuhr habe ich mir selbst gedruckt, obwohl ich wirklich gar keine Ahnung habe, wie man einen 3D-Drucker bedient. Aber so schwer kann das ja nicht sein, einfach USB-Stick rein und drucken, oder? Hmm, aber hä, welche Datei muss da jetzt rein, und wo bekomme ich die überhaupt her? Was für Material brauche ich? Und was sind das hier eigentlich immer für komische Tentakel? Ja, also in diesem Video dokumentiere ich mal, wie schwer es ist, als kompletter Anfänger 3D zu drucken, was für Einstiegshürden es dabei gibt und was ich dabei alles so gelernt habe. Vielleicht hilft es euch da draußen ja auch, besser beurteilen zu können, ob das was für euch ist oder nicht. Das alles inklusive einem Special Guest und konkreten Empfehlungen für Einsteiger, Drucker und Material. Bleibt dran!
Liebe Hackerinnen, liebe Internet-Surfer, herzlich willkommen hier bei…
Ja, also 3D-Drucken war für mich immer etwas, was ich tendenziell interessant finde, aber was primär andere Leute gemacht haben. Und da das eine riesige und total nerdige Welt ist, hat es mich auch immer ein bisschen abgeschreckt, da selbst mal reinzudippen. Bis ich dieses Video von Scott Yu-Yan gesehen habe. Er hat diese schicke iPhone-Nachttischhalterung designt, wo man das Handy einfach zum Laden reinklemmen kann. Ja, und genau sowas wollte ich schon lange haben. Er verkauft das Ding auch, aber das wäre ja extrem langweilig. Ich will versuchen, mir das selbst zu drucken, auch wenn ich bisher noch nie einen 3D-Drucker angefasst habe. Für die 3D-Druck-Experten unter euch wird das vermutlich ein einziger Ragebait. Aber vielleicht ist das ja auch gerade ganz lustig anzusehen. Ah, und falls ihr klugscheißen wollt, gibt es hier die perfekte Gelegenheit, gerne einfach alles in die Kommentare schreiben, was euch so einfällt. Und für die, die noch nie 3D gedruckt haben, ist dieses Video ja vielleicht eine Stütze, um es mal auszuprobieren. Kapitelmarker sind unten.
Okay, also erstmal ganz wichtig: Was sind denn gute 3D-Drucker für Einsteiger, und was für Druckmaterial sollte man sich kaufen? Also das Filament. Und was kostet das überhaupt? Spoiler, das ist gar nicht mal so teuer, wie ich gedacht hatte. Also erstmal Disclaimer, ich habe das wundervolle Privileg, in einer Tech-Redaktion zu arbeiten, wo eigentlich alle drei Meter ein 3D-Drucker rumsteht. Auch Keno hatte hier einen auf dem Boden rumstehen, den ich mir einfach snacken konnte. Das ist ein Prusa MK4S, und der gehört mit grob 750 Euro auf jeden Fall nicht zu den Druckern für Einsteiger. Aber für alles, was ich hier so mache, ist der auf jeden Fall auch total overkill. Das geht auch alles mit viel günstigeren Modellen, die schon so bei 250 Euro losgehen.
Für konkrete Empfehlungen habe ich aber einen Special Guest am Start, den einige OG-3003-Fans wahrscheinlich noch kennen werden und der sich extrem gut mit 3D-Druck auskennt. Unser ehemaliger 3003-Kollege und Make-Redakteur Johannes Börnsen.
Weiterlesen nach der Anzeige
Johannes Börnsen: Zwei ganz konkrete Empfehlungen, wenn du konkrete Produkte hören willst, wäre der Bambu Lab A1 Mini. Den gibt es so für ungefähr 200 Euro. Das ist auch so, würde ich sagen, im Moment, was FDM-Druck angeht, die untere Grenze. Das ist aber wirklich ein sehr, sehr guter Drucker. Dann gibt es, wenn man diese chinesische Cloud-Anbindung von Bambu nicht so gerne mag, dann gibt es den Prusa Mini Plus im Moment, die aktuelle Generation. Das ist dann eben einfach auch ein europäisches Gerät, und man ist nicht an irgendwelche chinesischen Clouds und sowas gebunden. Die drucken von der Druckqualität beide genauso wie der MK4S, mit dem du jetzt gedruckt hast. Allerdings haben sie nicht ganz so großen Bauraum. Der ist so ungefähr 20 x 20 x 20 Zentimeter. Das reicht aber, würde ich sagen, immer noch für 95 Prozent aller Projekte, die ich so mache, würde das ausreichen.
Ja, okay, nice. Jetzt braucht man also nur noch Filament. Also dieses Zeug, was auf diesen Spulen hängt, und ja, das Material zum Drucken halt. Davon gibt es viele verschiedene. Johannes?
Johannes Börnsen: Also das gängigste Material für FDM-3D-Druck ist PLA. Da gibt es am meisten Farben, es gibt am meisten Hersteller und jede Menge Auswahl. Und PLA ist wirklich sehr, sehr leicht und anfängerfreundlich zu drucken. Es ist auch nicht so wahnsinnig empfindlich, was Feuchtigkeit angeht. Also es gibt Filamente, Kunststoffe, die eben sehr viel Feuchtigkeit aus der Luft aufnehmen. Es gibt Filamente, die sehr hohe Temperaturen von der Düse erwarten oder vom Druckbett auch. Das Gute ist aber, PLA ist eben das Einsteigerfilament, und das können wirklich alle FDM-3D-Drucker können, mit PLA gut arbeiten. PLA hat natürlich Grenzen, es ist nicht besonders temperaturresistent, aber mit PLA einsteigen ist auf jeden Fall der richtige Weg. Und wenn ich mir einen FDM-3D-Drucker drucke, kann ich mir zu 100 Prozent sicher sein, der kann PLA drucken.
Okay, easy. Jetzt den Drucker ready machen. Wie gesagt, ich habe mir das Ding ja von Keno ausgeliehen. Dementsprechend musste ich nichts zusammenbauen, und theoretisch ist schon alles ready zum Drucken. Also fast. Diese Platte hier, das sogenannte Druckbett, muss man sauber halten. Das geht wohl mit Isopropanol am besten, ja, aber habe ich zufällig nicht hier. Warmes Wasser mit Spülmittel soll aber auch okay sein. Es müssen vor allem fette Materialreste und Staub entfernt werden, damit das Material gut am Bett haftet. Okay, also kurz abwaschen halt, easy.
Normalerweise, wenn man so einen Prusa-Drucker zum ersten Mal startet, testet der sich erst einmal selbst. Da der hier schon in Betrieb war, habe ich das hier manuell in den Einstellungen nochmal gestartet. Der lief dann auch eigentlich wie von selbst. Also der fährt hier die verschiedenen Achsen ab, heizt sich auf, sagt mir, wenn ich das Filament hier oben reinstecken soll, und so weiter. Also alles echt extrem einfach. Und die Bedienung hier mit diesem Rädchen ist auch super klar. Also alle Tests sind durch, und jetzt kann ich drucken. Aber was?
Eine der einzigen Sachen, die ich über 3D-Druck weiß, ist, dass es so ein komisches Schiff gibt, womit man wohl 3D-Drucker standardmäßig testet. Das Ding heißt Benchy, also wie Benchmark halt. Aber welche Datei brauche ich jetzt, und wie bekomme ich die am besten in den Drucker? Also auf dem USB-Stick, der im Drucker steckt, sind schon ein paar Sachen drauf. Das sind alles G-Code bzw. B-Code-Files. Also dann brauche ich ja bestimmt auch die G-Code-Datei von Benchy, oder nicht? Aber hier gibt es nur eine STL-Datei. Hmm, das ist ja aber das 3D-Modellformat, womit man dann Sachen bearbeiten kann und so. Aber mit denen kann man ja nicht direkt drucken.
Ja, das war auf jeden Fall eine der Sachen, die ich vorher nicht wusste. Der allgemeine Workflow ist nicht der, dass man sich direkt eine Datei runterlädt, die sofort in den Drucker ballert und dann druckt, sondern man lädt sich eine STL-Datei oder eine druckerspezifische Datei, lädt die dann erstmal in eine Slicer-Software, passt die dann nochmal für den eigenen Drucker an beziehungsweise slicet das Bauteil und exportiert dann erst eine G-Code-Datei zum Drucken. Es gibt auch ab und zu speziell für den Drucker schon angepasste, fertige G-Code-Dateien, aber das ist nicht unbedingt die Regel. Ich hab mit Keno darüber geredet, und lustigerweise hatte er genau die gleiche Illusion wie ich. Ja, aber im Nachhinein ist das ja auch logisch, weil jeder Drucker und jedes Filament ist ja anders. Das war mir einfach nur nicht so klar.
Aber was ist Slicen überhaupt genau? Slicen ist das Bearbeiten von 3D-Modellen fürs Drucken. Also dabei kann man die einzelnen horizontalen Schichten beziehungsweise Slices anpassen. Aber in meinem Fall würde ich einfach selber gar nichts groß bearbeiten, sondern einfach was Fertiges drucken. Okay, ich hab jetzt mal den PrusaSlicer installiert, einfach nur, weil das ein Prusa-Drucker ist. Dann die Benchy.stl da reindroppen, und da ist das Schiff. Wird schon irgendwie passen. Hier über Export kann ich dann die G-Code-Datei auf den USB-Stick exportieren. Also das Format, was auch die anderen Dateien auf dem USB-Stick schon hatten. Dann den Stick in den Drucker und drucken. Ja, aber dann hat der Drucker erstmal gemeckert, weil in der G-Code anscheinend ein anderes Filament angegeben ist als das, was ich eingelegt hab. Also wieder in die Software, hier rechts auf PLA umstellen und wieder auf den USB-Stick. Noch mal rein und ah, jetzt druckt er. Toll. Also man checkt, man muss im Slicer auch das richtige Filament einstellen.
Und apropos Slicer-Software. Es gibt ja ganz viele verschiedene dieser Slicer, wie beispielsweise noch Cura, Simplify3D, Bambu Studio und IdeaMaker. Ich benutze hier halt diesen PrusaSlicer wegen des Druckers. Aber wie unterscheiden sich die Tools überhaupt, und welche Software sollte man nehmen? Johannes?
Johannes Börnsen: Unterm Strich kann man eigentlich sagen, wenn man einen Prusa-Drucker hat, dann ist eigentlich der PrusaSlicer auch der Slicer, der am besten auf diesen Drucker optimiert ist oder der hat die passendsten Profile, sag ich mal. Also die lassen sich irgendwie austauschen, und man findet dann Profile auch für die abwegigsten Drucker, eigentlich für jeden Slicer. Und dann gibt es noch den OrcaSlicer, das ist so ein bisschen der Underdog, der aber immer beliebter wird. Das ist auch wieder ein Fork aus dieser ganzen Slicer-Familie. Der ist ein bisschen unabhängig von einem konkreten 3D-Drucker-Hersteller und versucht eben, für alle Drucker Profile schon von vornherein an Bord zu haben. Und bei Bambu zum Beispiel gab es vor einem Jahr oder so was mal eine Riesendiskussion, dass die das an ihre eigene Cloud angebunden haben und man nicht mehr so wirklich ohne diese chinesische Cloud dahinter drucken kann. Manchem ist das eben wichtig, dann kann man den OrcaSlicer benutzen. Ja, im Grunde gucke ich als Erstes, wenn ich auch einen Test-Drucker hier habe, welches ist der Slicer, der zu dem Drucker dazugehört, und mache in 90 Prozent der Fälle, mache ich das mit dem jeweiligen Slicer.
Okay, Benchy druckt auf jeden Fall, und ich muss schon sagen, es macht echt Bock, den so bei der Arbeit zu beobachten. Also wie nach und nach dieses Schiff in die Welt spawnt, ist schon irgendwie, ja, satisfying. Halbe Stunde später ist das Ding fertig, und ja, sieht für mich erstmal gut aus. Aber gerade für dieses Benchmark-Schiff gibt es ganz bestimmte Kriterien, auf die man achten soll, um festzustellen, wie gut der Drucker, ja, druckt. Also beispielsweise, ob beim Druck Stringing entsteht, das sind so kleine Fäden, die dann am Teil hängen, Ghosting, das sind so wellenartige Schichten, die sich durchs Bauteil ziehen, ob das Teil so Überhänge, Verformungen und allgemeine kleine Fehler hat und so weiter. Also mein Benchy sieht für mein komplett ungeschultes Auge eigentlich echt okay aus, sag ich mal. Also ich kann kein Stringing oder Ghosting erkennen, nur hier und da so ganz kleine Punkte, die da eigentlich nicht sein sollten, denke ich mal. Passt schon, I guess.
Okay, cool, ich will mehr Zeug drucken. Aber wo bekommt man diese STL-Files überhaupt her? Die gibt es auf Plattformen wie MakerWorld, Thingiverse, Printables und so weiter. Davon gibt es einige, und da findet man wirklich alles Mögliche. Also Halterungen, Aufbewahrungsboxen, Deko-Kram, Rüstungsteile für Katzen und äh, komplett natürliche und originalgetreue Disney-Prinzessinnen. Naja, aber hier stehen echt viele Infos, die man als Anfänger jetzt erstmal nicht direkt checkt. Nach ein bisschen Research ist das aber eigentlich easy und logisch.
Also ich gehe mal diese Druckinfos einzeln durch, am Beispiel von diesem cuten Oktopus-Anhänger. Einmal gibt es mehrere Varianten, zum Beispiel mit 0,2 mm Layer. Das ist die Dicke der jeweiligen Schichten, die gedruckt werden. Das bestimmt quasi den Detailgrad. Je dünner die Schichten, desto schicker wird das Teil. Aber ja, dann dauert die Nummer auch länger. Dann steht hier „Two Walls“, das gibt an, wie viele Außenwände das Teil hat. Dabei gilt: Je mehr Wände, desto stabiler ist das, und ja, auch wieder, es druckt länger und verbraucht mehr Material. Und als Letztes steht da noch „15% Infill“. Das steht für die Innenfüllung, also ja, wie viel im Inneren gefüllt ist. Hier auch wieder logischerweise: mehr Innenfüllung, das Teil wird schwerer, druckt länger und braucht mehr Material.
Dann ist hier noch angegeben, wie viele Druckplatten man für das gesamte Projekt mit verschiedenen Druckern braucht. Also das heißt, wie viele Drucke es insgesamt fürs Projekt werden. Man kann auch mehrere Teile auf einmal drucken, wenn die zusammen aufs Druckbett passen. Hier im PrusaSlicer gibt es auch so einen Auto-Arrange-Button, der alles schön anordnet. Bei manchen Teilen steht noch „Print in Place“, das bedeutet, dass das ganze Ding quasi nur einen Druck benötigt und dann komplett fertig ist. Andere Dinge bestehen aus mehreren Teilen, die man dann noch zusammenstecken oder irgendwie anders montieren oder kleben muss.
Und ganz kurzer Einschub, es gibt ja auch mehrfarbige Teile, die man sich drucken kann. Also hier auf diesen Plattformen gibt es sowas wie einen Pokéball oder irgendwelche anderen Dekosachen, die mehrere Farben haben. Dafür benutzt man in der Regel direkt Multicolor-3D-Drucker oder man holt sich so Add-ons hier für mein Teil, was ich hier stehen habe. Die wechseln dann automatisch das Filament während des Drucks. Ohne Multicolor-Drucker beziehungsweise Add-on ginge das theoretisch auch, aber dann müsste man jedes Mal händisch das Filament wechseln, wenn sich die Farbe ändert. Aber machen Leute das wirklich?
Johannes Börnsen: Das geht, na klar. Ich kann in G-Code, also ich kann im Slicer quasi sagen, mache in Schicht 60 einen Stopp, mache eine Pause, dann nehme ich manuell das Filament raus, ich mache manuell das nächste Filament rein und drücke am Drucker dann die Taste „Weiterdrucken“ oder sowas. Das kann man machen, das will man aber eigentlich vermeiden, weil das macht mehr als drei Mal pro Druck überhaupt keinen Spaß. Und wenn ich jetzt eben einen Druck habe, wo ich mehrere hundert Filamentwechsel in einem Druck drin haben kann, dann will ich das auf gar keinen Fall manuell machen. Und wenn man jetzt eben einen Drucker hat, der das Filament automatisch wechseln kann, dann macht er im Grunde diesen ganzen Vorgang für mich automatisch, und es dauert natürlich auch ein paar Sekunden, bis das gewechselt ist, bis zu einer Minute oder sowas, je nachdem. Das heißt, das kann die Druckzeit vervielfachen, also ein Druck, der in einer Farbe vielleicht eine halbe Stunde dauert. Wenn da ein paar hundert Filamentwechsel drin sind, dann kann der auch acht Stunden dauern oder zehn. Ich druck dann lieber in einer Farbe aus und lackiere nachher oder male das an. Oder neulich habe ich ein Projekt mit einer Folie beklebt, das sah auch sehr geil aus. Ist ein bisschen Geschmackssache.
Naja, anyways, bei diesem Video bleiben wir mal bei einer Farbe, und ich habe jetzt auf jeden Fall Bock zu drucken. Aber was? Wenn man sich so umschaut, wird einem oft so ein Scraper, also ein Spachtel, vorgeschlagen, mit dem man Drucke gut abschaben kann. Ja, sowas brauche ich eh. Also let’s go. Zack, halbe Stunde später habe ich das Ding in der Hand. Super nice. Dann habe ich mir noch so einen kleinen Klicker gedruckt, mit dem man so rumspielen kann. So einen Ersatz-Türknauf hier und diesen kleinen süßen Oktopus von eben. Dafür habe ich auch mal das Filament gewechselt, ging super easy. Einfach den Anweisungen auf dem Drucker folgen. Muss schon sagen, ich finde es beeindruckend, dass man sich auch so filigrane, bewegliche Sachen drucken kann. Also das war direkt so nach dem Druck hier so alles so wabbelig und cool. War mir einfach nicht so klar.
Okay, genug Schnickschnack. Ich wollte mir ja eigentlich diese geile Halterung fürs Handy drucken. Das kommt sofort. Aber vorher noch ganz kurz. Beim Rumprobieren hat sich die ganze Zeit eine Frage angecreept, die ich mir nicht so richtig beantworten konnte. Braucht man als Privatperson wirklich einen 3D-Drucker? Und wenn ja, wofür eigentlich? Wenn ich auf den gängigen Plattformen nach STL-Files gucke, sieht das irgendwie aus wie die Frontseite von Temu oder das Grabbelregal von Nanu-Nana. Also hier irgendwelche weirden Deko-Sachen, Spielzeug, ultra spezielle Kleinstbauteile wie beispielsweise für so eine Bosch-Spülmaschine und Halterung. So viele Halterungen. Klopapierhalter, Bierhalter, Küchenrollhalter, Zahnpastahalter, Stifthalter, Batteriehalter, Mülltonnenhalter, Tassenhalter, Post-it-Halter, Steckerleistenhalter, Kabelhalter, Q-Tip-Halter, Controller-Halter, Kartenhalter, unendlich viele Handyhalter und Schalen für fast jedes Brettspiel, was je existiert hat. Okay, ja, das ist ja ganz nett, sag ich mal. Vor allem, wenn man Brettspiele mag. Aber mal ganz im Ernst. Braucht man als Privatperson wirklich einen 3D-Drucker? Und falls ja, wofür braucht man den dann? Johannes?
Johannes Börnsen: Braucht man als Privatperson einen 2D-Drucker? Also ich glaube, das ist ein bisschen ähnlich. Das ist praktisch. Und wenn ich nicht selber einen habe und ich möchte aber was drucken, dann muss ich halt irgendwo hingehen, wo es einen Drucker gibt. Was ich tatsächlich sinnvoll finde, ist, wenn sich einmal jeder irgendwie damit auseinandergesetzt hat, wie funktioniert eigentlich 3D-Druck, was kann ich damit machen und welche Probleme kann ich damit vielleicht lösen? Weil man damit eben einfach super irgendwelche Sachen reparieren kann, wenn keine Ahnung, die Taste vom Toaster kaputt ist, mit der man das runterdrückt oder sowas. Dann druck ich so ein Ding neu aus, da brauch ich nicht einen neuen Toaster für kaufen. Das heißt, ein 3D-Drucker hat aus meiner Sicht auch unheimlich viel mit Nachhaltigkeit zu tun. Aber dafür brauch ich sicherlich nicht einen Drucker zu Hause, sondern ich kann in einen Makerspace gehen, in einen Hackerspace gehen. Es gibt viele Bibliotheken inzwischen, die 3D-Drucker da stehen haben, die man nutzen kann. Oder es gibt eben einfach Leute, die so einen 3D-Drucker zu Hause haben, und Leute, die 3D drucken, drucken gerne 3D. Ich glaube, man braucht nicht zwingend einen 3D-Drucker, aber es ist schon, finde ich, ein sehr geiles Werkzeug, und es macht einfach unheimlich viel Spaß, dann irgendwie was am Computer sich zu überlegen, und dann druckt man es aus. Und am meisten Spaß macht es natürlich, wenn man die 3D-Modelle selber zeichnet. Ja, dann hat man halt ein unheimlich universelles und flexibles Werkzeug.
Okay, okay, alles klar. Naja, bevor ich jetzt meine Nachttischuhr drucke, kommt noch ein wichtiges Thema ins Spiel, was ich bisher auch noch nicht auf dem Schirm hatte. Supports. Die Uhr wird nämlich hochkant gedruckt, und im Gegensatz zu den kleinen flachen Sachen bisher ist das jetzt echt hoch und hat auch Überhänge, wo man Supports braucht. Das sind Stützen, die erzeugt werden und den Druck stabilisieren sollen. Die sind nur für die Stabilität beim Drucken da und werden danach dann abgemacht. Also ja, wie wenn man ein Haus baut oder so, glaube ich. Keine Ahnung, ich habe noch nie ein Haus gebaut. Also das wird besonders dann wichtig, wenn das Druckteil halt Überhänge hat, wie beispielsweise hier. Druckt man sowas ohne die Stützen, kann es passieren, dass das Material so komisch absackt. Ja, und falls das Druckteil eher dünn und lang ist, wie dieser average-sized Türknauf von vorhin, kann es sogar auch passieren, dass es beim Drucken umkippt und ja, dann gibt es Spaghetti, weil der Druckkopf druckt dann halt ins Leere.
Die Stützen können in der jeweiligen Slicer-Software eingestellt werden. Hier in dem PrusaSlicer kann man das rechts auswählen. Damit er die anwendet, muss man einmal auf „Slicen“ drücken. Dann erzeugt er erstmal so blockartige Dinger. Nach ein bisschen Research habe ich aber den Eindruck, dass man eher so organische Stützen statt diesen nahtlosen Blöcken nutzt. Das sind so, ja, tentakelartige Dinger. Der Vorteil von denen ist, dass die weniger Material verbrauchen, schneller drucken, sich leichter abtrennen und generell weniger Spuren hinterlassen als so ein fetter Block. Hier im PrusaSlicer lässt sich das in den Druckeinstellungen umstellen, wenn man im Experten-Modus von „nahtlos“ auf „organisch“ stellt. Dann nochmal auf „Slicen“ klicken, und die Software ballert da automatisch dann diese Tentakel dran.
Ich hab damit mal so ein Test-Ding gedruckt, also hier so einen rechten Winkel, und ja, das ließ sich erstaunlich leicht abtrennen. Teilweise zeigt mir die Software auch direkt an, wenn etwas eventuell zu instabil sein könnte, um es ohne Stützen zu drucken. Also man muss sich schon irgendwie auch echt Mühe geben, um grob etwas falsch zu machen. Hab ich den Eindruck. Famous last words, genug kleinen Schnickschnack gedruckt, jetzt geht’s ans Eingemachte. Ich druck jetzt diese iPhone-Nachttischhalterung.
Also wie gesagt, das Ding wurde vom YouTuber und 3D-Druck-Gott Scott Yu-Yan entworfen. Das Video lohnt sich auf jeden Fall auszuchecken. Da geht es unter anderem auch darum, wie der deutsche Designer Dieter Rams das Uhr-Design inspiriert und by the way auch Apples komplette Design-Philosophie geprägt hat. Ja, sehr interessant. Naja, also im Prinzip ist das Teil eine Nachttischhalterung, wo man ein Handy reinlegen kann. Und iPhones haben ja seit ner Weile diesen Standby-Modus, der sich automatisch einschaltet, sobald das Handy lädt und auf der Seite liegt. Dann wird auf dem Bildschirm so dunkel eine Uhr und bei Bedarf dann noch irgendwelche Widgets angezeigt. Die Idee ist jetzt, dass man das iPhone einfach da reinlegt, dann startet der Standby-Modus, und man hat so ne stylische Nachttischuhr.
Damit das Handy lädt, ist hier Platz für so nen MagSafe-Puck, inklusive nem Kabeltunnel, wo man die dann durchfummeln kann. Also, man legt das Handy rein, es lädt direkt, und die Uhr wird angezeigt. Eigentlich simpel. Zusätzlich ist hier oben noch Platz für so nen kleinen Apple-Watch-Ladepuck. Dann kann man in der Theorie seine AirPods einfach auch hier oben drauflegen, und die laden dann auch parallel auf. Mega nice. Da ich sonst hier immer mit drei Kabeln rumhantieren muss und mich das mega doll nervt, finde ich die Idee wirklich ultra geil.
Scott Yu-Yan hat die STL-Datei coolerweise bei MakerWorld hochgeladen. Da gibt’s aber ein Problem. Die Originaldatei ist für das iPhone 15 ausgelegt, und ich hab aber noch ein echt angestaubtes iPhone 12. Peinlich, ich weiß. Das hat zwar fast die gleichen Maße, aber der Druck ist wirklich passgenau designt worden, und ich verwende eine Handy-Hülle, weil ich kein Psychopath bin. Also ja, in einen Druck mit der Originaldatei würde mein Handy plus Hülle nicht reinpassen. Theoretisch könnte man natürlich jetzt auch das Teil selbst so zurecht modellieren, dass mein Handy mit Hülle da genau reinpasst. Joa, aber das kann ich nicht. An das Thema Selbstmodellieren hab ich mich jetzt noch gar nicht drangetraut, und das würde auch den Rahmen dieses Videos sprengen. Also ich lass das hier jetzt erstmal, aber falls wir dafür auch mal so ein Modellieren-für-Anfänger-Video machen sollen, dann schreibt das gerne mal in die Kommentare.
Aber so oder so, das Tolle ist ja, dass die 3D-Druck-Community gigantisch groß ist und andere Leute das Teil schon für alle möglichen Smartphones zurecht modelliert und hochgeladen haben. Das sind hier auf MakerWorld Remixe vom Original, und da gibt es für fast jedes iPhone und auch für einige Android-Modelle eine Variante. Und aha, da gibt’s auch eine für iPhone 12 „Case-Friendly“. Also klingt perfekt. Hier ist sogar so ein kleiner Test-Druck dabei, mit dem man checken kann, ob das Handy wirklich passt. Das ist in 20 Minuten fertig, und ja, passt rein. Also jetzt natürlich nicht so perfekt passgenau wie im Original, aber das ist mir auch ganz recht, falls ich mal die Hülle wechseln will.
Okay, also ich lad jetzt die STL-Datei für die Variante mit Case runter und baller das hier in den PrusaSlicer. Da hab ich jetzt, wie ich vorhin schon meinte, organische Stützen ausgewählt, klicke einmal auf „Slice“, und dann knallt er mir die direkt dran. Dann auf dem USB-Stick damit in den Drucker, und ich hab ja eh schon für diesen Schlüsselanhänger eben ein passendes, knochenweißes Filament eingelegt, also kann ich den Druck direkt starten. Die Nummer dauert neun Stunden. Das find ich schon lang, aber ich hab bisher ja auch nur so 30-Minuten-Schnickschnack gedruckt. Ich denke, in der 3D-Druck-Welt ist das ganz normal. Ja, und da ist das Ding. Hier kurz diese Tentakel abbrechen, und sieht doch eigentlich super aus, oder? Das Einzige, was mir aufgefallen ist, ist dieser eine Streifen hier in einer der Schichten. Der sollte da eigentlich, glaub ich, nicht sein, denke ich mal. Stört mich jetzt nicht so, dass es irgendwie einen neuen Druck rechtfertigen würde.
Ich hab dann noch diesen, ich nenn ihn mal Knopf, ausgedruckt. Das dauert so 20 Minuten. Der passt perfekt hier rein, und damit kann man das Handy hier so rausploppen lassen. Der MagSafe-Puck passt hier auch perfekt rein, und Kabel lassen sich durch die Tunnel fummeln. Ja, und schaut mal, wie schick das Ding auf meinem Nachttisch aussieht. Also ich bin echt mega zufrieden. Und das alles war irgendwie auch einfacher, als ich dachte, muss ich sagen. Also kann ich mir als 3D-Druck-Idiot sowas ohne Vorerfahrung drucken? Ja, kann ich. Und zwar irgendwie mega easy. Vielleicht haben ja welche von euch da draußen auch mal Lust bekommen, das auszuprobieren. Falls ja, schreibt mal gerne in die Kommentare, was ihr so drucken wollt oder gedruckt habt oder ballert direkt Tipps für mich rein, was ich noch so alles Geiles drucken kann. Bis zum nächsten Mal. Tschüss.
c’t 3003 ist der YouTube-Channel von c’t. Die Videos auf c’t 3003 sind eigenständige Inhalte und unabhängig von den Artikeln im c’t Magazin. Die Redakteure Jan-Keno Janssen, Lukas Rumpler, Sahin Erengil und Pascal Schewe veröffentlichen jede Woche ein Video.
(sahe)












Künstliche Intelligenz
Top 7: Die beste Laser-Graviermaschine im Test – Engraver, Marker & Cutter
xTool F2
Der xTool F2 punktet mit einfacher Bedienung, Top-Software und vielen Möglichkeiten. Aber er ist ein Laser der Klasse 4.
- hochwertige Verarbeitung
- graviert präzise und schnell
- erstklassige Software mit Live-Bild per Kamera
- Dual-Laser für große Materialauswahl
- als Klasse-4-Gerät nicht für Privatnutzer geeignet
Laser-Graviermaschine xTool F2 im Test: Edelstahl farbig gravieren
Der xTool F2 punktet mit einfacher Bedienung, Top-Software und vielen Möglichkeiten. Aber er ist ein Laser der Klasse 4.
Holz gravieren und schneiden? Fast schon ein alter Hut. Chinesische Online-Shops verkaufen seit Jahren billige Laser-Gravierer mit kruder Bedienung und selbstmörderischem Aufbau, bei dem sich die eigenen Kabel bei der Bewegung der Achsen verheddern. Wer nicht permanent daneben steht, lasert sich in den Schreibtisch – oder deutlich schlimmeres.
Der xTool F2 wirkt dagegen wie ein 3D-Drucker von Bambu Lab in der Welt der Bastelkisten: Alles ist durchdacht, die Software ist hervorragend, die Dokumentation vorbildlich. Dennoch muss man sich in die Materie einarbeiten. Und nicht nur das.
Vorsicht: Laser-Klasse 4
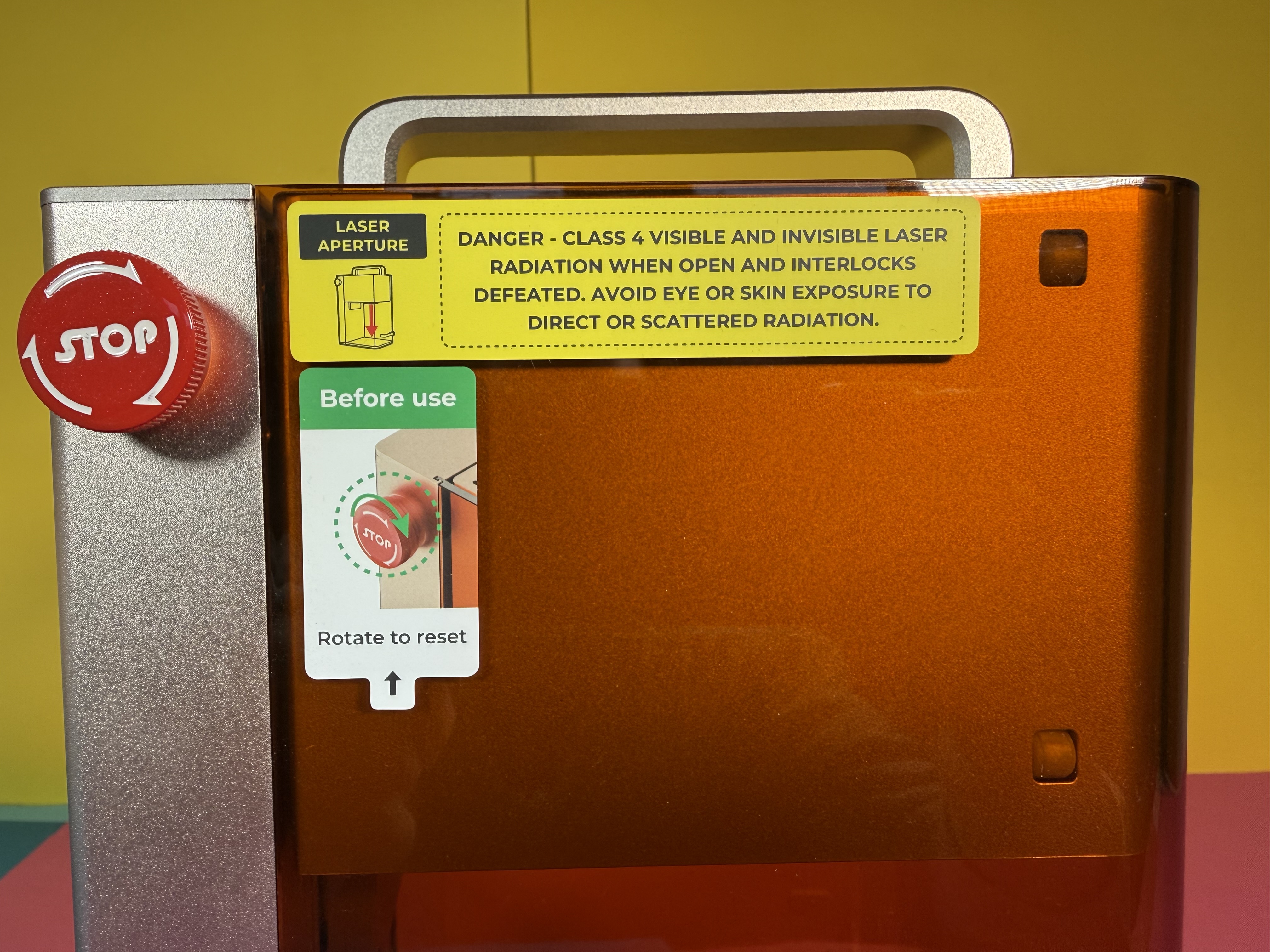
Der xTool F2 ist offiziell ein Gerät der Laser-Klasse 4. Das bedeutet, dass gefährliche Laserstrahlung austreten kann, die Haut verbrennen und Augenlicht zerstören kann. Damit ist das kein Laser für den Bastelkeller und er ist nicht für den Verkauf an Privatpersonen, sondern für Unternehmen gedacht – die dafür wiederum einen Laser-Beauftragten mit entsprechendem Kenntnisnachweis für die Laser-Klasse 4 benötigen.
Wenn das Schutzgehäuse jedoch vollständig mit dem im Arbeitsbereich platzierten Material geschlossen werden kann, bleibt das Abgasrohr stabil und unentnahmsfähig, und die Funktion „Stoppt beim Öffnen des Gehäuses“ ist aktiviert xTool-Software , „Klasse-1-Bedingungen“ werden für Ihr F2 erstellt, was bedeutet, dass die Klasse-4-Laser während des normalen Betriebs vollständig eingeschlossen sind, um den menschlichen Zugang über Klasse-1-Laserstrahlung hinaus zu verhindern. Unter Klasse-1-Bedingungen sind keine weiteren Laser-Sicherheitsvorkehrungen wie Schutzbrillen und Schilder erforderlich, außer der Einhaltung des Benutzerhandbuchs und der xTool-Software.
Es gibt aber die Option in der Software, den xTool F2 auch mit offenem Gehäuse zu betreiben – etwa um auch größere Werkstücke bearbeiten zu können, die nicht auf der Arbeitsfläche innerhalb des orangen Schutzglases Platz finden. Auf dem Gerät steht, dass das Gerät beim Betrieb mit deaktivierten Sicherheitsmechanismen und offenem Gehäuse der Klasse 4 entspricht – und weil das geht, entspricht das gesamte Graviergerät eben der Klasse 4.
Unabhängig davon sollte man nicht ohne Vorwissen mit so einem Laser hantieren. Es geht nicht nur um den Schutz der Augen, sondern beispielsweise auch um das Verhüten von Bränden und um giftige Gase, die beispielsweise beim Bearbeiten von bestimmten Kunstleder-Sorten entstehen. Kurz und knapp: Ein Laser der Klasse 4 ist kein Spielzeug für den Bastelkeller, sondern gehört in geschulte Hände.
Design & Aufbau
Der F2 wird in einem kompakten Karton geliefert und ist vollständig montiert. Zur Inbetriebnahme muss man letztlich nur die Transportsicherungen entfernen, die Sicherheitshinweise akzeptieren und die Software installieren und einrichten. Optional bietet der Hersteller einen Luftfilter an, den man mit einem Schlauch – für die Abluft – und einem USB-Kabel mit dem Graviergerät verbindet sowie am Strom anschließt. Auch mit Luftfilter sollte man den F2 nur in gut belüfteten Räumen und mit Abluftschlauch aus dem Fenster betreiben.
Xtool F2: Aufbau und Inbetriebnahme
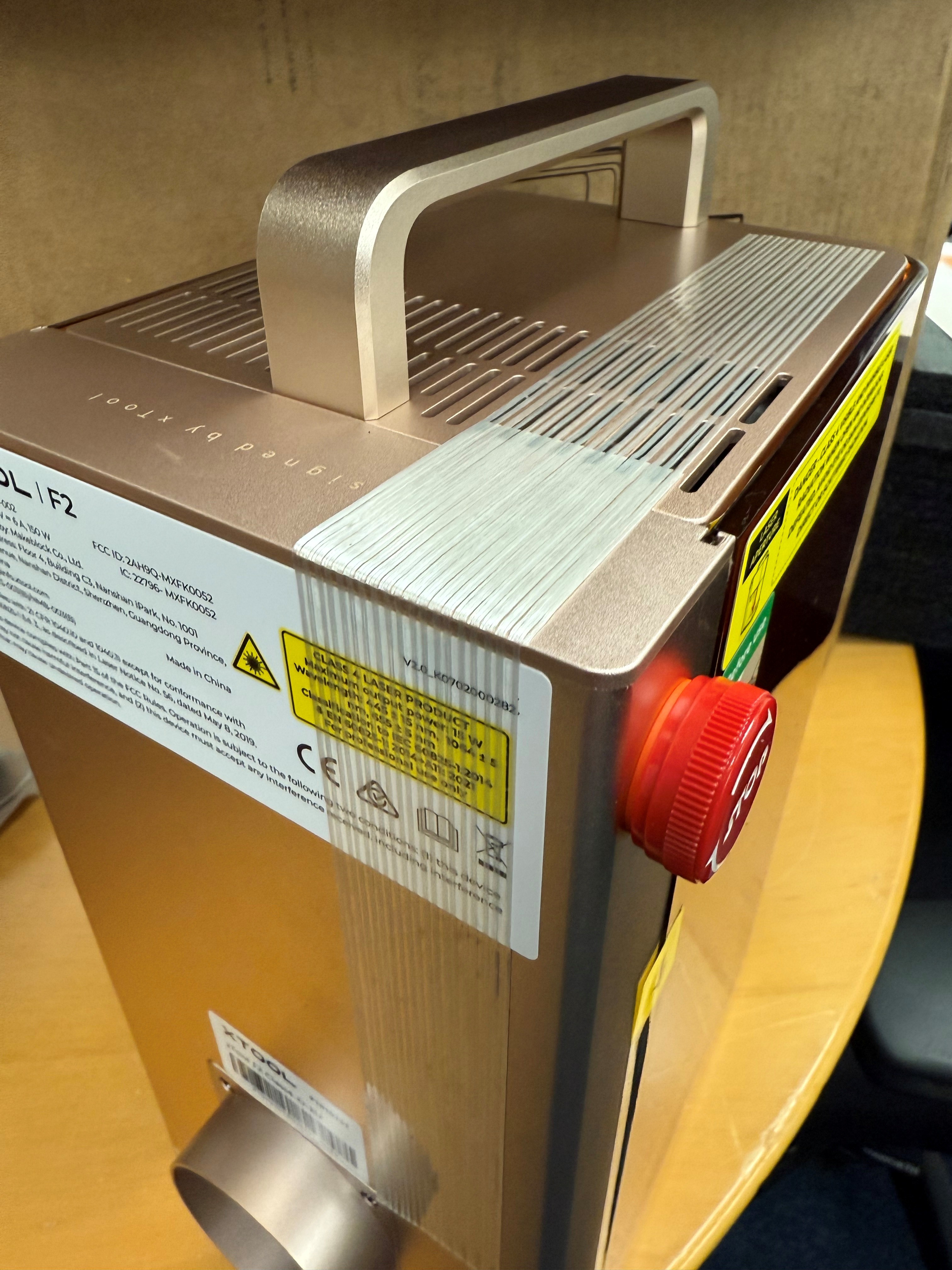
Nach dem Auspacken gilt es, die Transportsicherung zu entfernen – im Falle des Xtool F2 ist das vor allem ein Klebestreifen, der das nach oben schiebbare Gehäuse zusammenhält.
Im Inneren sitzt ein Schaumstoff-Würfel, den man nach dem Öffnen des Gehäuses nach vorne herausziehen kann.

Dann gilt es, die Schutzabdeckung der Laser-Linse oben mittig abzuziehen.
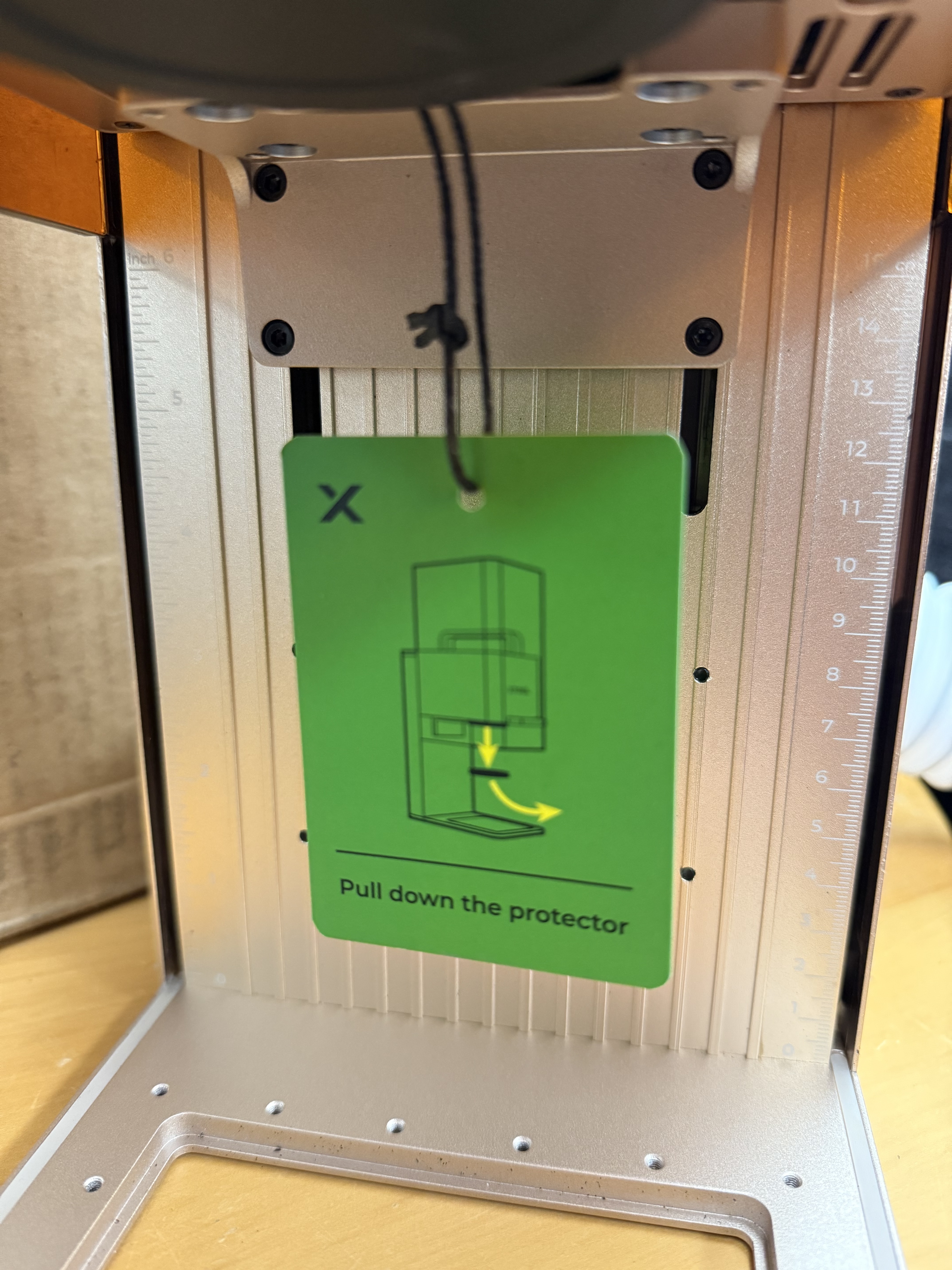
Achtung, der F2 ist ein Laser-Klasse-4-Gerät und gehört ausschließlich in professionelle Hände.

Der USB-Stick in der Buchse mit dem Schlüsselsymbol ist die „Kindersicherung“: Nur wenn dieser Stick eingesteckt ist, arbeitet der F2.

Vor der Inbetriebnahme dreht man am Not-Aus-Taster, um das Gerät zu aktivieren.
Nun verbindet man den optionalen Luftfilter mit einem Abluftschlauch und eine USB-C-Kabel mit dem Graviergerät.

Der xTool F2 ist kompakt und hochwertig verarbeitet. Das Gehäuse besteht aus rose-goldenem Aluminium. Die Rückseite und der Fuß bilden eine Einheit, das Oberteil mit Tragegriff und der Laser-Technik eine weitere. Das Ganze wird umschlossen von einem Gehäuse aus orangefarbenem Plexiglas, das die Laserstrahlung abblockt.
Die obere Hälfte des F2 ist beweglich gelagert und kann sich an der Z-Achse hoch und runter bewegen. Auf diese Weise wird der Fokus des Lasers zum Werkstück geregelt. Die Bewegung erfolgt per Elektromotor – entweder manuell über einen Dreh-Drück-Regler oben rechts am Gehäuse oder automatisch über die Autofokus-Funktion der Software. Auf Anhieb wirkt es etwas merkwürdig, dass der Tragegriff am beweglichen Teil des Gerätes angebracht ist. Beim ersten Transport haben wir uns nicht getraut, den Laser am Griff zu heben und ihn von unten mit der zweiten Hand gestützt – das ist in der Praxis aber nicht nötig, der Aufbau ist stabil und der Griff tatsächlich zum Tragen gedacht.
Zur Aufnahme der Werkstücke gibt es unten eine herausnehmbare Platte mit Gewindelöchern. Im Lieferumfang befindet sich ein L-förmiger Halter mit zwei Schrauben. Damit kann man arbeiten, wir haben aber mit einem 3D-Drucker verschiedene Werkstück-Aufnahmen gedruckt – für Hundemarken, Visitenkarten, Münzen, Stifte und mehrere Universalaufnahmen. Entsprechende Vorlagen finden sich unter dem Suchbegriff xTool Jig gratis im Netz; wer einen 3D-Drucker zur Verfügung hat, kann sich das Laser-Leben damit einfacher machen.
Viele Bedienelemente gibt es nicht. Das Gerät hat einen mechanischen Ausschalter auf der Rückseite, den erwähnten Dreh-Drück-Steller auf der rechten und einen Not-Aus-Knopf auf der linken Seite. Es gibt kein Display und keine Prozent-Anzeige, den Stand der Dinge kann man sich über die Software ansehen.
Der F2 hat zwei Laser-Dioden, eine mit 15 Watt und eine IR-Diode mit 5 Watt. Das Licht wird über ein Galvanometer-System über Spiegel aus einer zentralen Linse umgeleitet; der F2 hat also keinen Kopf, der an einer X- und Y-Achse hin- und herfährt. Der große Vorteil ist die hohe Geschwindigkeit, die das System erreicht: Mit bis zu 6000 mm/s folgt der Laserpunkt seinem Pfad. Der Nachteil: Je weiter sich das Werkstück vom Zentrum der Laser-Optik entfernt, um so flacher wird der Winkel. In den meisten Fällen spielt das keine große Rolle, aber man sollte es wissen.
Inbetriebnahme & erste Schritte
Die nötige Software nennt sich xTool Studio. Sie lässt sich kostenlos beim Hersteller herunterladen und läuft unter MacOS und Windows. Beim Start führt ein vorbildlicher Assistent durch das Programm, es gibt Sicherheitshinweise und Schulungsvideos. Man benötigt einen Benutzeraccount, den man ebenfalls kostenlos anlegen kann, aber ohne Registrierung geht es nicht.
Zunächst verbindet man den Gravierer per USB-Kabel mit dem Computer. Nach der Ersteinrichtung kann man ihn auch mit einem WLAN verbinden und danach kabellos auf das Gerät zugreifen. Ein Assistent gibt grundlegende Sicherheitshinweise und führt den Nutzer durch die ersten Schritte der Software. Dieser Assistent sollte aber nicht darüber hinwegtäuschen, dass ein Laser der Klasse 4 gefährlich ist – man muss sich unbedingt auch über die integrierten Schulungsvideos hinaus mit dem Thema beschäftigen. Trotzdem sind die Videos hilfreich, auch weil sie zeigen, wie schnell bei falscher Bedienung ein Brand ausbrechen kann oder dass sich bei spiegelnden Werkstücken und geöffnetem Gehäuse kaum vorhersehen lässt, wo die Laserstrahlen hinkommen.
Genial: Die im Laser-Gravierer integrierte 50-Megapixel-Kamera samt Beleuchtung schießt ein hochauflösendes Bild vom Inneren der Maschine. Man sieht genau, wo das Werkstück liegt und kann seine Gravuren auf den zehntel Millimeter genau per Drag & Drop auf Holz, Leder, Anhänger oder Schmuck platzieren.
Software
xTool Studio ist eine vorbildliche Gravier-Software, an der man merkt, dass der Hersteller weiß, was er tut. Die Live-Ansicht holt ein hochauflösendes Foto des zu gravierenden Objekts im Inneren des F2 auf den Bildschirm und macht das Leben einfacher. Integriert sind diverse Rahmen und Formen sowie eine Online-Datenbank mit allen möglichen Vorlagen, von Piratenmünzen über Tassenuntersetzer im Bienen-Design, Geburtstagskarten, Torten-Schildern, Visitenkarten und so weiter. Die meisten der Designs sind gratis, eine wenige aus der Community kosten Geld. Man kann aber auch eigene Grafiken, etwa Bilder im JPG- oder PNG-Format oder Vektorgrafiken als SVG-Datei zum Schneiden oder Gravieren in die Software ziehen. Es gibt rudimentäre Bearbeitungsfunktionen, mit denen man Vektorgrafiken glätten, Farben und Lichter invertieren oder Masken setzen. Als geniales Helferlein hat sich der KI-Assistent entpuppt, der zwar bei jeder Nutzung ein paar Cent kostet, aber mit einfachen Prompts aus Fotos den Hintergrund entfernt, Bilder erweitert oder ganze Grafiken entwirft.
Es gibt diverse Vorlagen für unterschiedliche Materialien. Wer nicht gleich farbig in Edelstahl gravieren will – dazu später mehr – kommt mit den Voreinstellungen schon ganz schön weit. Der Fairness halber sagen wir aber dazu: Es gibt eine steile Lernkurve. Wer mehr machen möchte als ein paar Buchstaben in Holz zu hinterlassen, muss sich ins Thema einarbeiten. Welches Holz wird beim Gravieren dunkel, welches bleibt hell – und warum? Ist es besser, wenn man Holz mit einem stärkeren Laserstrahl in einem Durchgang schneidet oder wird das Ergebnis besser, wenn man mit einer schwächeren Einstellung mehrmals drübergeht? Sollte man Metall mit dem blauen Laser oder mit dem Infrarot-Laser bearbeiten? Der Hersteller pflegt eine sehr umfangreiche Dokumentation samt Übersicht über die richtigen Einstellungen für verschiedene Materialien, die in vielen Fällen weiterhilft – und bietet im Rahmen der xTool-Studio-Software auch viele Möglichkeiten, die richtigen Einstellungen in konkreten Praxistests zu ermitteln. Für wirklich gute Ergebnisse muss man aber eben auch genau das tun, und das kostet Zeit und Geld in Form von Material.
Materialien: Holz, Leder, Metall & mehr
Letztlich definieren die Laser-Quellen im F2, wofür er gut geeignet ist und wofür nicht. Mit den zwei Dioden kommt man schon ganz schön weit. Holz lässt sich perfekt gravieren, dünnes Holz auch schneiden. Der Infrarotlaser ist perfekt, um Metall zu gravieren – was sogar farbig möglich ist. Leder, Kunstleder, Schiefer und so weiter, alles kein Problem. Beachten sollte man hier die verschiedenen Eigenschaften der Materialien: Manche produzieren giftige Dämpfe, andere reflektieren stark, wiederum andere können schnell anfangen zu brennen. In den meisten Fällen gibt die xTool-software entsprechende Sicherheitshinweise – man muss aber das richtige Material auswählen.
An seine Grenzen kommt der F2 bei Glas (geht nicht) und Plexiglas (geht nur, wenn es nicht durchsichtig, sondern eingefärbt ist). Wer schneiden will, fährt mit einem anderen Modell ohnehin besser; dafür bieten sich CO2-Laser an – und Galvanometer-Spiegelsysteme eben nicht, damit die Schnittkanten unabhängig von der Lage des Werkstücks im Arbeitsraum immer gerade werden. Theoretisch kann man mit dem F2 auch Münzen tief gravieren; in der Software nennt sich das „emboss“. In der Praxis kommt man hier dann aber an die Leistungsgrenzen des Infrarot-Lasers. Ja, es geht, aber es dauert extrem lang und das Ergebnis ist nicht so tief wie erhofft. Wer Metall wirklich abtragen möchte, muss in den größeren Bruder aus der Ultra-Serie investieren, der einen Faser-Laser statt des IR-Diodenlasers mitbringt.
Letztlich muss man sich in jedes Material, das man bearbeiten möchte, einarbeiten. Über die Software kann man Test-Muster generieren, die das Material mit unterschiedlichen Geschwindigkeiten und mit unterschiedlicher Laser-Stärke gravieren oder schneiden, und aus diesen Mustern dann die optimalen Einstellungen für den jeweiligen Laser-Gravierer und das konkrete Material heraussuchen.
Farbig lasern in Edelstahl
Beim Edelstahl haben wir das bis zum Äußersten getrieben. Farbig in Metall lasern – und bunte Ergebnisse erzielen? „Welche schwarze Magie ist das denn?“, hören wir, oder „da muss man aber schon Farbpartikel auftragen, oder?“
Nein, muss man nicht. Die richtige Kombination aus Laser-Stärke und -Geschwindigkeit lässt die Oberfläche des Materials auf eine Art oxidieren, dass verschiedene Farben erscheinen. Welche Farben das sind, muss man tatsächlich ausprobieren. Wir haben dutzende Test-Muster auf Flaschenöffner, Münzen und Klingelschilder graviert, bis wir schöne und reproduzierbare Ergebnisse erzielen konnten.
Preis & Zubehör
xTool bietet passende Zusatzprodukte an, die das Einsatzfeld des F2 noch vergrößern. Der Luftfilter für etwa 400 Euro ist eine sinnvolle Investition. Er wird mit einem Schlauch mit dem F2 verbunden und hat zusätzlich ein USB-Kabel zur Steuerung: Der Luftfilter schaltet sich ein, sobald der Laser des F2 aktiviert wird und läuft noch eine einstellbare Zeit nach, um möglichst viel Rauch und Feinstaub einzufangen.
Für manche Nutzer dürfte der Dreh-Einsatz für runde Gegenstände eine praktische Ergänzung sein – so kann man Christbaumkugeln, Thermoskannen, Stifte oder Rundhölzer perfekt gravieren. Ebenso gibt es auch ein kleines Fließband, das die Arbeitsfläche des xTool F2 um Faktor 4 vergrößert. Die beiden letztgenannten Erweiterungen passen allerdings nicht unter das orange Schutzglas des Graviergeräts. Um sie nutzen zu können, muss man die Sicherheitsmechanismen des F2 deaktivieren, womit Laserstrahlen aus dem Gerät austreten können und Reflektionen ihren Weg durch den ganzen Raum finden können. Das ist Profi-Zubehör für Menschen, die wissen, was sie tun – und das auch nachweisen können.
Fazit
Der xTool F2 ist ein erstklassiger Lasergravierer für den professionellen Einsatz. Die Software ist vorbildlich, die Möglichkeiten sind vielseitig. Er graviert präzise und schnell, mit seinen zwei Laserdioden bearbeitet er eine große Materialvielfalt. Man muss sich in das Thema einarbeiten, um gute Ergebnisse zu erzielen – aber dann sind die Möglichkeiten fast unbegrenzt.
Eigentlich schade, dass der xTool F2 ein Klasse-4-Laser ist: So viele seiner Funktionen sind durchdacht und einfach zu bedienen. Doch eine uneingeschränkte Empfehlung können wir nicht geben, da der Kreis der Benutzer beschränkt ist. Der F2 gehört in geschulte Hände, die damit hervorragende Produkte herstellen können.
Künstliche Intelligenz
Anthropic stellt Claude Design vor: KI-Werkzeug für Prototypen und Webseiten
Anthropic hat mit Claude Design ein neues KI-Werkzeug für die Gestaltung von Designs, Prototypen, Präsentationen und Webseiten vorgestellt. Das experimentelle Tool, das als Research Preview von Anthropic Labs veröffentlicht wurde, basiert auf dem neuen Modell KI-Modell Claude Opus 4.7. Es ist für Abonnenten der Abo-Pläne Pro, Max, Team und Enterprise ohne Zusatzkosten verfügbar. Für Enterprise-Organisationen ist Claude Design allerdings standardmäßig deaktiviert und muss von Administratoren in den Organisationseinstellungen erst freigeschaltet werden.
Weiterlesen nach der Anzeige
Wenn es um Designfragen ging, war Anthropic bislang zurückhaltend. Die Text-KI beantwortete zwar Fragen zu Bildern. Grafiken oder gar Bilder suchten Nutzer aber vergeblich. Mit den Artefakten bot Anthropic zuletzt immerhin interaktive Komponenten und Diagramme im Chat an.
Entwickler weiter im Fokus
Das ändert sich nun, wobei Anthropic seinem Fokus auf Entwickler treu bleibt, aber durchaus auch für Nicht-Entwickler interessant bleibt. In Beispielvideos ist zu sehen, wie zum Beispiel eine Website mit Hintergrundanimation erzeugt wird. Auch bei der Gestaltung von Apps soll die KI behilflich sein. Nutzer können nach einem anfänglichen Prompt mit dem Modell in Interaktion treten und etwa Kommentare in den Rückmeldungen einpflegen, per Chat über das Design diskutieren oder mit KI-generierten Schiebereglern Einfluss auf Abstände, Farben und Layout nehmen.
Wer nicht bei null anfangen möchte, kann vorhandene Designdateien und Programmierprojekte einlesen. Auf diese Weise können bereits favorisierte Farben, Typografie und Komponenten berücksichtigt werden. Auch Bilder, Dokumente aus Word, Excel und PowerPoint oder Code können importiert werden. Per Capture-Tool können zudem Elemente einer vorhandenen Website integriert werden.
Kampfansage an Google
Claude Design erinnert ein wenig an Google Stitch, das auf der Entwicklerkonferenz Google I/O im Jahr 2025 vorgestellt wurde. Allerdings ist das Tool von Anthropic breiter aufgestellt. Und es ermöglicht sogar, erstellte Designs direkt in Claude Code weiterzuverarbeiten. Canva, das ebenfalls KI-Tools für Design im Angebot hat, wurde als erster Export-Partner integriert. Auch Figma ermöglicht inzwischen die Integration externer KI-Modelle für Design-Workflows und kann Designs aus Claude Design weiterverarbeiten.
Weiterlesen nach der Anzeige
Mit Claude Design holt Anthropic zum Doppelschlag aus: Zum einen ist es eine Kampfansage gegen Google, das sich im Duell zwischen OpenAI und Anthropic als lachender Dritter zu positionieren schien. Zum anderen trifft es OpenAI an einer Schwachstelle: OpenAI hat zwar eine sehr gute Bild-KI, aber kein vergleichbares Design-Tool. Gerade erst hat OpenAI mit einem großen Codex-Update zum Gegenschlag gegen Claude Code ausgeholt. Es steht zu erwarten, dass OpenAI diese Veröffentlichung nicht lange unbeantwortet lässt.
Lesen Sie auch
(mki)
Künstliche Intelligenz
Kampfansage an Starlink: Rheinmetall und OHB bauen deutsches Satellitennetz
Das Bundeskartellamt hat den Weg für eine neue Allianz in der deutschen Rüstungs- und Raumfahrtindustrie freigemacht: Sie genehmigte am Freitag die Gründung eines Gemeinschaftsunternehmens von Rheinmetall Digital und OHB. Damit darf das Konsortium offiziell als Bietergemeinschaft auftreten, um den bisher größten Beschaffungsauftrag der Bundeswehr im Bereich der Satellitenkommunikation zu übernehmen.
Weiterlesen nach der Anzeige
Im Fokus des Vorhabens steht die Erweiterung der militärischen Netzinfrastruktur im Weltraum, die für die kommenden Jahrzehnte die digitale Souveränität der deutschen Streitkräfte sicherstellen soll. Der Präsident des Kartellamts, Andreas Mundt, begründet die Entscheidung mit der komplementären Ausrichtung der Partner. Da Rheinmetall und OHB in unterschiedlichen Fachbereichen tätig seien, sähen die Prüfer keine wettbewerblichen Bedenken gegen ein Bündeln der Kompetenzen. Vielmehr ermögliche die Kooperation erst die Abgabe eines umfassenden Angebots für das komplexe Projekt.
Das Joint Venture soll als Systemintegrator fungieren. OHB ist dabei für das Weltraum- und Bodensegment zuständig – also den Bau der Satelliten und Bodenstationen. Rheinmetall soll die Endnutzerterminals und die Integration in das Netzwerk der Truppe übernehmen.
Ein deutsches Starlink für die Zeitenwende
Hinter der Freigabe steht das Vorhaben SATCOMBw Stufe 4. Die aktuelle Version 3 setzt noch auf wenige große Satelliten in einer geostationären Umlaufbahn in 36.000 Kilometern Höhe. Das vierte Level soll einen Umbruch markieren. Das Verteidigungsministerium plant ein Netzwerk aus mindestens hundert Satelliten in einem niedrigen Erdorbit (LEO). Dieses System ähnelt dem kommerziellen Netzwerk Starlink von SpaceX und bietet durch die geringe Entfernung zur Erde kürzere Signallaufzeiten sowie mehr Ausfallsicherheit. Mit einem Auftragswert von rund 8 bis 10 Milliarden Euro ist es das Herzstück eines 35 Milliarden Euro schweren Budgets für Weltraumtechnologien bis 2030.
Die Entscheidung des Kartellamts schärft den Wettbewerb. Das neue Bündnis tritt in Konkurrenz zum Luft- und Raumfahrtkonzern Airbus, der bisher bei der Satellitenkommunikation der Bundeswehr eine dominierende Rolle einnahm. Airbus hatte erst im Sommer 2024 den Zuschlag für die geostationäre Stufe 3 erhalten, die bis 2027 einsatzbereit sein soll. Rheinmetall und OHB zielen nun auf den technologischen Nachfolger ab, der laut Plan bis 2029 im All sein dürfte. Durch die nun rechtssichere Fusion der Expertise des Düsseldorfer Rüstungskonzerns und des Bremer Satellitenbauers soll ein schlagkräftiger nationaler Player entstehen, der die Hegemonie etablierter Konzerne im Orbit herausfordert.
(mki)

Aprilscherz wird Realität: Ikea bringt Köttbullar-Lolli an den Start

Das Coachella für Designer und die Ehrfurcht vor dem Zelt › PAGE online

Top 7: Die beste Laser-Graviermaschine im Test – Engraver, Marker & Cutter

Top 10: Die beste kabellose Überwachungskamera im Test – Akku, WLAN, LTE & Solar

Community Management und Zielgruppen-Analyse: Die besten Insights aus Blog und Podcast

Community Management zwischen Reichweite und Verantwortung
-
Künstliche Intelligenzvor 2 Monaten
Top 10: Die beste kabellose Überwachungskamera im Test – Akku, WLAN, LTE & Solar
-
 Social Mediavor 2 Monaten
Social Mediavor 2 MonatenCommunity Management und Zielgruppen-Analyse: Die besten Insights aus Blog und Podcast
-
 Social Mediavor 2 Monaten
Social Mediavor 2 MonatenCommunity Management zwischen Reichweite und Verantwortung
-

 UX/UI & Webdesignvor 3 Monaten
UX/UI & Webdesignvor 3 MonatenEindrucksvolle neue Identity für White Ribbon › PAGE online
-

 Entwicklung & Codevor 1 Monat
Entwicklung & Codevor 1 MonatCommunity-Protest erfolgreich: Galera bleibt Open Source in MariaDB
-

 Künstliche Intelligenzvor 3 Monaten
Künstliche Intelligenzvor 3 MonatenInterview: Massiver Anstieg der AU‑Fälle nicht durch die Telefon‑AU erklärbar
-

 Künstliche Intelligenzvor 2 Monaten
Künstliche Intelligenzvor 2 MonatenSmartphone‑Teleaufsätze im Praxistest: Was die Technik kann – und was nicht
-

 Entwicklung & Codevor 3 Monaten
Entwicklung & Codevor 3 MonatenKommentar: Entwickler, wacht auf – oder verliert euren Job
